Диапазон эффективности
Эффективность процессов разделения зависит от свойств суспензии, таких как консистенция и содержание хлопьев и мусора. Те же стадии обработки могут использоваться несколько раз в линии подготовки массы в зависимости от типа и количества загрязняющих веществ для обеспечения лучшей эффективности и увеличения надежности оборудования.
Рисунок 1 показывает разброс эффективности различных процессов разделения в зависимости от размера частиц мусора. Эффективность очистителей отличная при больших размерах частиц, если их плотность значительно отличается от плотности воды и увлажненных волокон. В противном случае эффект разделения может снизиться почти до нуля.
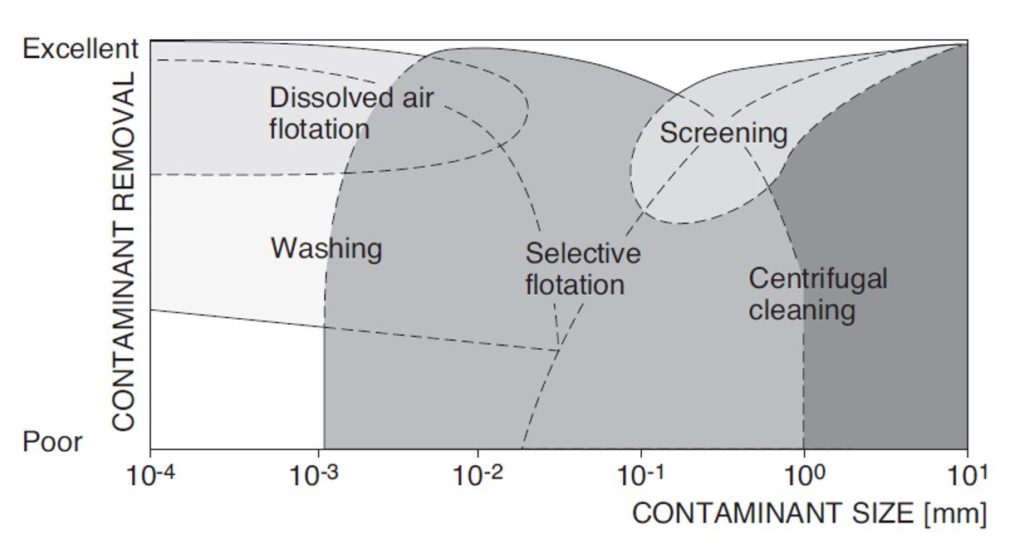
Большие кубические частицы очень хорошо отделяются на экранах, в то время как маленькие, плоские или деформируемые частицы почти не отделяются на этом этапе процесса. Флотация удаляет только гидрофобные частицы, но с высокой эффективностью и в широком диапазоне размеров. Гидрофильные частицы остаются в суспензии. Промывка удаляет маленькие частицы. Эффективность зависит от количества извлеченной воды. Флотация с растворенным воздухом (DAF) или микрофлотация эффективно отделяют мелкие частицы.
Основные эксплуатационные параметры процессов разделения
Важными критериями для оценки эффективности и экономической целесообразности каждого этапа обработки являются специфическое потребление энергии и диапазон консистенции массы. Как показано в Таблице 1, эти параметры могут сильно варьироваться. Это может быть связано с широко различающимися доступными технологиями. Основная причина заключается в том, что потребление энергии сильно зависит от того, сколько работы было выполнено на предыдущих этапах для дефлакирования и удаления загрязняющих веществ, а также от требований к консистенции пульпы на последующих этапах процесса. Цифры не включают потребление энергии на перекачку пульпы между процессами.
Таблица 1. Специфическое потребление энергии и рабочая консистенция процессов в переработке вторичного волокна, включая насосы, непосредственно связанные с процессами.
| Unit process | Specific energy demand (kWh/t) | Operating consistency (%) |
|---|---|---|
| Slushing pulper | LC:10-20 / HC: 25-40 | 3-20 |
| Drum pulper (screening) | 20-30/40 | 15-25/(3.5-6) |
| Deflaking | 20-60 | 3-6 |
| Coarse Screening | 15-25 | 3.0 -5.0 |
| Fractionation / Fine Screening | 20-30 | 2.0-3.5 /1.0-2.0 |
| Washing | 5-12 | 0.7-3.0 → 5-8 |
| Dissolved air flotation (DAF) | 10-20 | <0.3 → 0.01 |
| Flotation (selective) | 15 – 35 | 1-1.6 |
| LC-Centrifugal cleaning | 7-16 | 0.8-2.0 |
| Thickening– drum thickener– disc filter | 1-30.3-1.0 | 0.5-3 → 4-60.5-1.5 → 10-12 |
| Dewatering -Screw press | 7-10 | 4-12 → 25-30(35) |
| Dispersing | 30-120 | 25-32 |
| Refining LC (per SR unit) | 3-25 | 3-5.5 |
| Refining HC (per SR unit) | 10-60 | approx. 30 |
-
 Поставка приводного узла высококонцентрационного рафинёра S2070 компании JSC (Беларусь) компанией Yunda
Поставка приводного узла высококонцентрационного рафинёра S2070 компании JSC (Беларусь) компанией Yunda
-
 Проект по производству упаковочной бумаги «Khargi», Россия
Проект по производству упаковочной бумаги «Khargi», Россия
-
 Проект по производству 350 000 т/год лайнерборда в Архангельске, Россия
Проект по производству 350 000 т/год лайнерборда в Архангельске, Россия
-
 Проект модернизации производства упаковочной бумаги KOA Vietnam 6600/1100
Проект модернизации производства упаковочной бумаги KOA Vietnam 6600/1100
-
 Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
-
 Успешное завершение проекта по ремонту рафинера между компанией Yunda и Guangzhou Paper Group
Успешное завершение проекта по ремонту рафинера между компанией Yunda и Guangzhou Paper Group
-
 Проект по производству 100 000 тонн писчей бумаги в год в Эфиопии
Проект по производству 100 000 тонн писчей бумаги в год в Эфиопии
-
 Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
-
 Проект по производству санитарно-гигиенической бумаги Taison
Проект по производству санитарно-гигиенической бумаги Taison
-
 Высококачественная комплексная линия по производству флютинговой бумаги
Высококачественная комплексная линия по производству флютинговой бумаги