Способность удалять клеевые приложения — это ещё один качественный показатель бумажной продукции. Клеевые вещества могут образовывать липкие частицы, так называемые «стики» (stickies), в процессе переработки макулатуры. В полиграфической бумаге наиболее заметными источниками стиков являются клеевые корешки книг, каталогов и журналов, вклеенные вставки в журналах, всевозможные этикетки и клеевые швы конвертов.
Стики классифицируются по происхождению на первичные и вторичные.
Первичные стики поступают в процесс переработки вместе с макулатурой, содержащей различные бумажные изделия. Вторичные стики образуются в результате физико-химических процессов во время переработки макулатуры. В зависимости от размеров частицы стиков подразделяются на макро-, микро- и диско-стики (растворённые и коллоидные). Существует чёткое определение для различия между макро- и микро-стиками, основанное на лабораторном методе механического просеивания. Определения для диско-стиков не столь однозначны и общеприняты.
Известно, что всегда присутствует значительное количество стиков, размеры которых меньше предела обнаружения макро-методов. Даже если эти мелкие стики не вызывают серьёзных нарушений, они обладают высоким потенциалом для создания проблем в процессе производства бумаги. Если их не удалить при помощи просеивания (что затруднительно или даже невозможно из-за их малого размера) или не зафиксировать надлежащим образом, они склонны к агломерации, образуя более крупные вторичные стики, которые часто вызывают проблемы с прохождением массы на бумагоделательной машине или дефекты качества бумаги.
Исследования показали, что механическое просеивание является наиболее эффективным инструментом для удаления стиков в промышленном процессе. Высокая эффективность удаления стиков важна для всех процессов переработки макулатуры — как для упаковочных, так и для полиграфических и санитарно-гигиенических видов бумаги. С точки зрения перерабатываемости, стики должны оставаться как можно более крупными, чтобы их можно было удалить с помощью просеивания. Правильная оценка удаляемости стиков должна учитывать различные ключевые условия переработки макулатуры.
Процедура измерения количества макро-стиков в массе описана в Методе INGEDE № 4, и может применяться к любой целлюлозе из вторичного волокна. Этот анализ основан на лабораторном просеивании, после которого отобранный остаток подготавливается так, чтобы клеевые загрязнения можно было обнаружить с помощью системы сканирующего анализа изображений. Метод применяется как в системах контроля на фабриках, так и в рамках Метода INGEDE № 12, оценивающего удаляемость клеевых приложений.
Метод INGEDE № 12 включает процедуру измельчения полиграфической бумаги в щелочной среде и моделирует процесс фрагментации клеевых веществ при переработке макулатуры в деинкинговой фабрике (удаление краски). Этот метод и оценка часто используются также для упаковочной бумаги, хотя их применимость к данной категории не всегда подтверждена.
В исследовательском проекте INGEDE была изучена серия полиграфических изделий (каталоги, книги, журналы) с различными клеевыми элементами — клеевые корешки, боковое склеивание, вклейки образцов продукции, ответные карточки и различные виды клеевых этикеток (PSA — Pressure Sensitive Adhesives). В лабораторных условиях было исследовано поведение клеевых приложений при разрушении, и разработаны параметры для оценки их влияния на промышленный процесс переработки.
Размер макро-стиков свыше 2000 мкм по эквивалентному диаметру круга, определённый по Методу INGEDE № 4, считается благоприятным для их полного удаления в современных перерабатывающих процессах. Этот размер соответствует двумерному изображению частицы после визуализации и не отражает реальную трёхмерную форму частицы в массе. На рисунке 1 приведены примеры макро-стиков из различных клеевых приложений. Следует отметить, что особенно PSA-этикетки создают значительную долю макро-стиков диаметром менее 2000 мкм.
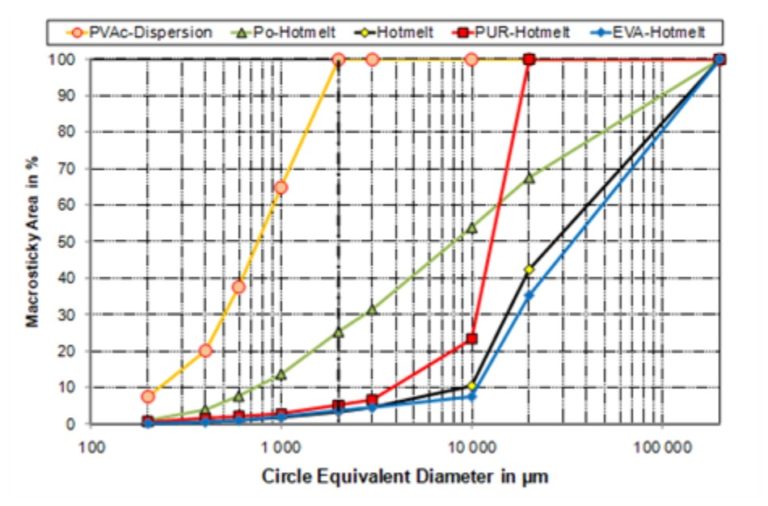
Рисунок 1. Средняя накопленная площадь макро-стиков для различных клеевых применений корешков.
На пилотном и промышленном уровнях было подтверждено, что после просеивания в современных промышленных процессах в переработанной целлюлозе не остаётся частиц крупнее критического предела xmin = 2000 мкм (рисунок 2). Эффективность удаления частиц с диаметром менее 2000 мкм уменьшается с уменьшением их размера.
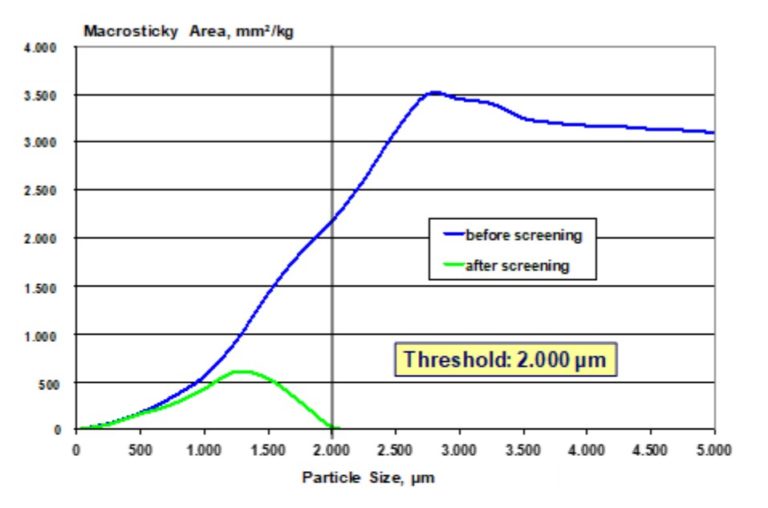
Рисунок 2. Распределение площади макро-стиков до и после промышленного просеивания.
Два ключевых этапа в Методе INGEDE № 12 для полиграфической бумаги — это высококонцентрированное размалывание с добавлением деинкинговых химикатов в том же смесителе Hobart, что используется для испытаний на удаляемость краски. Для клеевых приложений полиграфической бумаги определяется щелочная среда и используется бездревесная копировальная бумага с заданным содержанием золы. Предполагается, что бездревесная бумага не вносит вклад в измеренное количество макро-стиков (рисунок 3). После полного разрыхления масса подвергается последовательному просеиванию при определённых физических условиях на классификаторах Haindl, Somerville или Pulmac MasterScreen.
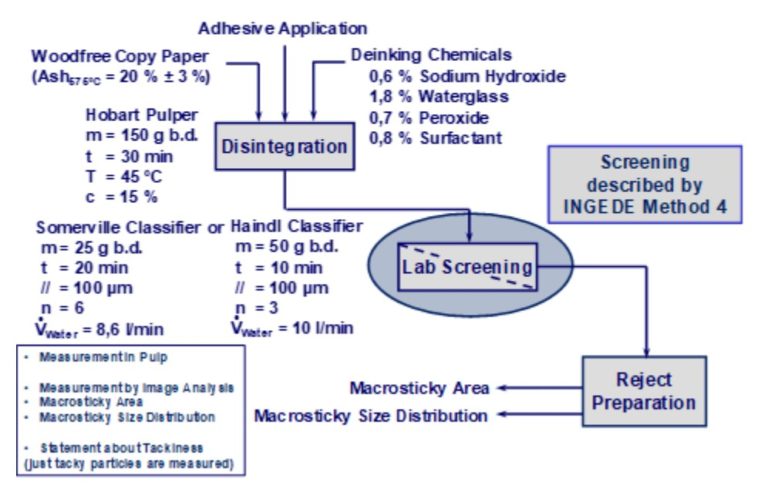
Рисунок 3. Метод INGEDE № 12: Процедура испытания поведения клеевых приложений при фрагментации.
Распределение размеров макро-стиков измеряется по площади, что позволяет оценить способность клеевых приложений к удалению в промышленном процессе (рисунок 4). Интерес представляют только частицы стиков меньше критического предела 2000 мкм — более крупные удаляются эффективно.
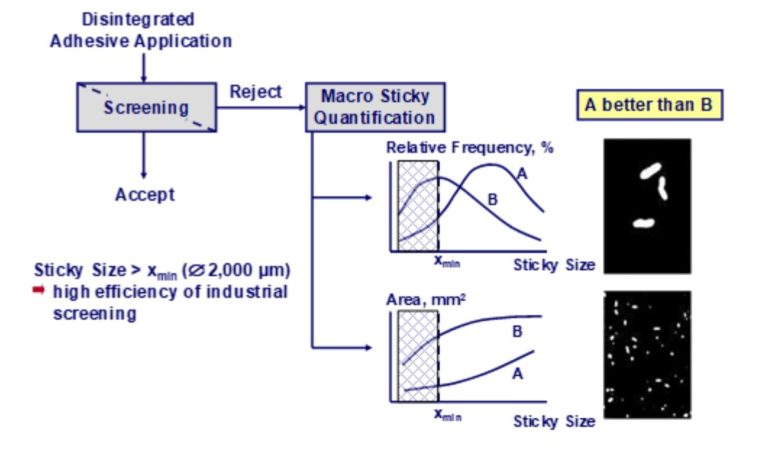
Рисунок 4. Оценка потенциала образования стиков клеевых приложений в полиграфической бумаге по методу INGEDE № 12.
Следует понимать, что результаты лабораторных испытаний на наличие стиков зависят не от типа используемого устройства (Haindl, Pulmac MasterScreen или Somerville), а от наибольшей ширины щели применяемого ситового полотна. Номинальная ширина щели недостаточна для характеристики лабораторного сита, поскольку реальная ширина щелей подчиняется распределению частот, и именно самая широкая щель на пластине определяет итоговый результат просеивания (рисунок 5). Это объясняется тем, что лабораторное просеивание всегда проводится длительное время при высокой разбавленности, что увеличивает вероятность прохождения всех частиц, меньших, чем самая широкая щель.
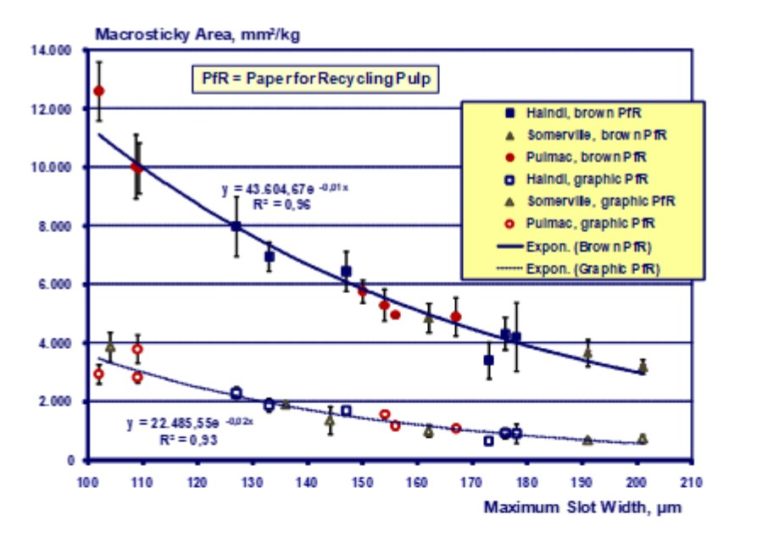
Рисунок 5. Корреляция площади макро-стиков и максимальной ширины щели (макулатура упаковочной и полиграфической бумаги).
Source https://forestbiofacts.com/
-
 Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
-
 Успешное завершение проекта по ремонту рафинера между компанией Yunda и Guangzhou Paper Group
Успешное завершение проекта по ремонту рафинера между компанией Yunda и Guangzhou Paper Group
-
 Проект по производству 100 000 тонн писчей бумаги в год в Эфиопии
Проект по производству 100 000 тонн писчей бумаги в год в Эфиопии
-
 Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
-
 Проект по производству санитарно-гигиенической бумаги Taison
Проект по производству санитарно-гигиенической бумаги Taison
-
 Высококачественная комплексная линия по производству флютинговой бумаги
Высококачественная комплексная линия по производству флютинговой бумаги
-
 Проект компании Jin Cailun Paper по производству культурной бумаги на бумагоделательной машине PM18
Проект компании Jin Cailun Paper по производству культурной бумаги на бумагоделательной машине PM18
-
 Проект Rongwei Industrial в Камбодже по производству упаковочной бумаги мощностью 120 000 тонн
Проект Rongwei Industrial в Камбодже по производству упаковочной бумаги мощностью 120 000 тонн
-
 Проект компании Lopie Paper по производству 80 000 тонн санитарно-бытовой бумаги
Проект компании Lopie Paper по производству 80 000 тонн санитарно-бытовой бумаги