Общее описание оборудования
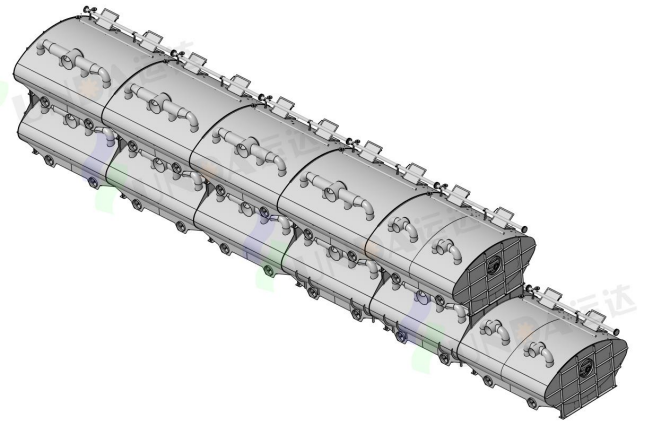
Флотационная деинкинговая камера является ключевым оборудованием в процессе переработки макулатуры с удалением краски. Она главным образом используется для удаления частиц краски, липких включений, наполнителей и других примесей из бумажной массы методом флотации. Основной принцип работы заключается в использовании пузырьков воздуха для адсорбции частиц краски, что обеспечивает очистку массы и повышение белизны и качества вторичного волокна.
Технические параметры оборудования
| Параметр | Значение |
|---|---|
| Модель | TMCA300 |
| Количество | 1 комплект |
| Количество ступеней | 2 |
| Сырье | Макулатура книжно-журнального типа |
| Производительность по подаче массы | 26400 л/мин |
| Концентрация массы на входе | 0.8–1% |
| Количество камер первой ступени | 5 |
| Количество камер второй ступени | 2 |
| Количество эжекторов на одну камеру первой ступени | 5 |
| Общее количество эжекторов первой ступени | 25 |
| Количество эжекторов на одну камеру второй ступени | 2 |
| Общее количество эжекторов второй ступени | 4 |
| Габаритные размеры оборудования (Д × Ш × В) | около 25300 × 3900 × 4770 мм |
| Расход пенного перелива у переливной планки первой ступени | 150–250 л/мин на каждый метр длины флотационной камеры |
| Расход пенного перелива у переливной планки второй ступени | 80–150 л/мин на каждый метр длины флотационной камеры |
| Давление устройства распыления/промывки | 0.3 ± 0.2 МПа |
| Промывочное устройство | — |
| Интервал промывки первой и второй ступени | 2–6 ч |
| Время промывки первой ступени | 10–30 с |
| Время промывки второй ступени | 30–60 с |
Конструкция флотационной деинкинговой камеры
| № | Компонент |
|---|---|
| 1 | Распределительный трубопровод подачи массы |
| 2 | Эжектор |
| 3 | Переливная планка |
| 4 | Устройство промывки переливной планки |
| 5 | Распылительное устройство пеногашения |
| 6 | Регулируемая переливная планка для краски |
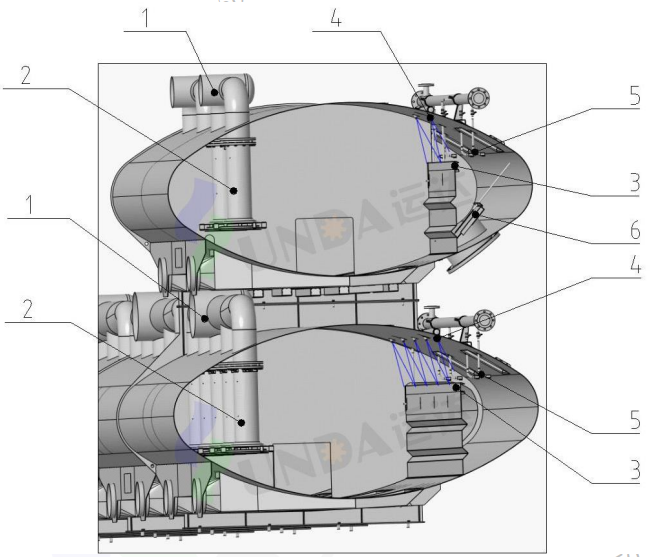
Схема конструкции флотационной деинкинговой камеры (Нижняя часть — первая ступень, верхняя часть — вторая ступень)
Принцип деинкинга
1)Первая ступень флотации состоит из нескольких флотационных камер, соединенных последовательно. Подлежащие удалению частицы краски и загрязнений поступают через нижнюю часть эжектора первой камеры первой ступени. После очистки в первой камере масса насосом подается в эжектор второй камеры и далее последовательно проходит через все камеры до последней. Очищенная масса из последней камеры первой ступени поступает на следующий технологический этап. Пена (содержащая краску) из каждой камеры через отрегулированную переливную планку поступает в общий коллектор сбора пены.
2)В нижней части перегородок между отдельными камерами предусмотрены отверстия, верхняя кромка которых расположена ниже поверхности перелива массы и краски. Таким образом, флотационная деинкинговая камера представляет собой несколько соединенных между собой флотационных секций. Отверстия в перегородках обеспечивают выравнивание уровней жидкости между камерами.
3)Для регулирования объема перелива и управления клапаном приема очищенной массы используются два типа датчиков уровня. Один датчик установлен в зоне флотации камеры (датчик уровня флотационной камеры), другой — в резервуаре сбора пены (датчик уровня резервуара сбора пены).
4)Датчик уровня флотационной камеры используется для контроля уровня массы в каждой флотационной секции. Базовое значение задается во время пусконаладочных работ с учетом конкретных технологических условий каждого предприятия. Датчик уровня резервуара сбора пены используется для регулирования объема перелива пены и связан с положением регулируемой переливной планки для краски и настройками датчика уровня. Если фактический уровень удерживаемой «краски» в резервуаре отклоняется от заданного значения, система управления резервуаром сбора краски передает системе управления флотационной камерой сигнал на изменение заданного уровня массы в камере и соответствующий регулирующий параметр. Такой способ регулирования обеспечивает стабильный уровень жидкости во флотационной камере.
5)Пена первой и второй ступеней собирается отдельно в соответствующих резервуарах сбора пены, где с помощью распылительной воды происходит пеногашение с образованием суспензии краски. Краска первой ступени через отрегулированную регулируемую переливную планку поступает в общий коллектор сбора краски, затем после обработки в пеногасителе первой ступени направляется в резервуар сбора краски первой ступени. Краска, отделенная в первой ступени флотации, насосом подается из резервуара первой ступени во вторую ступень флотации.
6)Большая часть волокон, содержащихся в краске первой ступени, восстанавливается во второй ступени флотации и повторно подается в первую ступень флотационной камеры.
7)Как и в первой ступени, уровень жидкости во второй ступени флотации регулируется за счет объема переливающейся пены. Краска второй ступени направляется в резервуар для краски или в дренажный канал.

-
 Высококачественная комплексная линия по производству флютинговой бумаги
Высококачественная комплексная линия по производству флютинговой бумаги
-
 Проект по производству санитарно-гигиенической бумаги Taison
Проект по производству санитарно-гигиенической бумаги Taison
-
 Полное решение для производственной линии покрытия бумаги для белых досок
Полное решение для производственной линии покрытия бумаги для белых досок
-
 Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
Успешная отгрузка полного комплекта оборудования для термомеханической массы проекта Precise в Таиланде
-
 Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
Проект Taison (Гуйчжоу) по производству 160 000 тонн санитарно-бытовой бумаги.
-
 Проект по производству упаковочной бумаги «Khargi», Россия
Проект по производству упаковочной бумаги «Khargi», Россия
-
 Проект по производству тканевой бумаги гуанси цинюнь
Проект по производству тканевой бумаги гуанси цинюнь
-
 Проект модернизации производства упаковочной бумаги KOA Vietnam 6600/1100
Проект модернизации производства упаковочной бумаги KOA Vietnam 6600/1100
-
 Проект по производству упаковочной бумаги мощностью 200 000 тонн компании Jiangxi Lulin успешно введен в эксплуатацию.
Проект по производству упаковочной бумаги мощностью 200 000 тонн компании Jiangxi Lulin успешно введен в эксплуатацию.